電 話:0635-8889646 8889949
手 機:13563578859
傳 真:0635-8515165
聯(lián)系人:武經(jīng)理
郵 箱:sdwh9949@163.com
地 址:聊城開發(fā)區(qū)泰山路

電 話:0635-8889646 8889949
手 機:13563578859
傳 真:0635-8515165
聯(lián)系人:武經(jīng)理
郵 箱:sdwh9949@163.com
地 址:聊城開發(fā)區(qū)泰山路
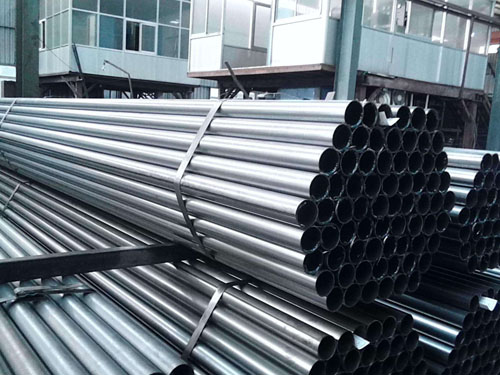
合金鋼管焊接前的預(yù)熱工作
在合金鋼管焊接前,首要對合金管進行預(yù)熱,恒溫30分鐘后開端焊接。
焊接的預(yù)熱、層間溫度、熱處理由熱處理控溫柜主動控制,選用遠紅外履帶式加熱爐片,合金鋼管,微電腦主動設(shè)定曲線和記錄曲線,熱電偶測量溫度。預(yù)熱時熱電偶的測點間隔坡口邊緣15mm-20mm。
為了避免合金鋼管焊接變形,每個柱接頭選用二人對稱施焊,鍋爐用合金鋼管,焊接方向由中心向兩頭施焊。在焊接里口時(里口為接近腹板的坡口),層合金管至第三層合金管有必要運用小標準操作,因為它的焊接是影響焊接變形的主要原因。在焊接一至三層完畢后,反面進行清根。在運用碳弧氣刨清根完畢后,有必要對焊縫進行機械打磨,整理焊縫外表滲碳,顯露金屬光澤,避免表層碳化嚴峻形成裂紋。外口焊接應(yīng)一次焊完,再焊接里口的剩下有些。
合金鋼管應(yīng)存放在干燥場所,下面用檔距為1.6m的木板多檔架空,上面掩蓋防雨油布等隱瞞物,堆積高度不宜超越7m.轉(zhuǎn)移過程中輕拿輕放,不得同別的材料、設(shè)備混裝。如一次施工用量大,可運用木結(jié)構(gòu)裝運,而不宜直接用鋼絲繩大捆綁扎吊運。
電話:0635-8889646 8889949 13563578859 聯(lián)系人:武經(jīng)理
傳真:0635-8515165 郵箱:sdwh9949@163.com 地址:聊城開發(fā)區(qū)泰山路
COPYRIGHT © 2018 山東武恒金屬制品有限公司 版權(quán)所有 魯ICP備15031390號-10